There are tons of advice on how to clean laser cutting burn marks. Most of them are useless but the ones that work require quite a lot of elbow grease. Wouldn’t it be nice to not produce those marks in the first place?
I decided to get to the bottom of this question. And eventually, I did. Of course that path wasn’t very straight-forward… Nothing ever is.
This is one of the more hands-on projects of Damogran Labs. It has been carried out on a machine used at KlarArt – where it still works perfectly.
The Physics
Laser cutter works by focusing a powerful beam of (invisible) light on a tiny surface area. The resulting energy density is so high that the material upon which the beam is focused promptly evaporates.
It doesn’t disappear, though – it goes up in smoke, cools down and sticks to the surface we need clean, thus creating the much-hated laser cutting burn marks.
It is vital that the smoke doesn’t get in the way of the laser beam. If it is not removed properly, it can become thick enough to block the light. It will ruin your work not by only staining it but it won’t cut through at all.
The Original Machinery
So key to success is to remove that smoke as soon as possible. Laser cutters have two separate systems for that purpose: smoke extraction and air assist (or however they are officially called).
Smoke extraction is driven by a fan with high flow and low pressure. It draws air from above, down though the cutting table and out of the machine. Although the fan is high flow, the velocities aren’t nearly as high enough to keep smoke from getting in the way of the laser and/or settling down and staining your work.
For that reason another system is introduced – air assist. This is a high-pressure, low-flow air, routed directly in front of the lens. It creates a high-velocity flow exactly on the cutting spot and blows the smoke away the instant it is created.
Here is where the problem with cheaper machines lies. The pump used to provide air-assist-air is usually too small, of the wrong type, or both. In case of KlarArt‘s machine an aquarium air compressor was used.

That is a cheap, low-power reciprocating pump. The air is supplied in pulses where pressure peaks from each pulse dissipate in flexible tubing and also in compressible air itself. It provided just enough air for laser to cut through but that’s all. A lot of cleaning was required – to be more precise, sanding – because nothing could clean that burn marks.
Modifications
The Ideal Compressor
I guessed the ideal air-assist pump would be some kind of low-pressure air compressor, providing 100-ish liters per minute at pressure between 1 and 2 bar. But guess what, one does not simply find such a machine.
- The common workshop compressor has too much pressure. With it comes high power consumption, high temperatures, noise, etc.
- Airbrush compressors have too little flow. Also they probably won’t last long enough.
- Aquarium pumps are too low-power and don’t provide continuous stream of air.
- Special compressors are either insanely expensive, are insanely hard to find or don’t even exist.
The Workaround Compressor
A workshop compressor is practically the only available choice. It is not a bad choice after all – you can get one in almost every hardware store for little money. Alas, all of them are too powerful for this application.
Luckily, they come with a convenient pressure regulator in case the nominal 6 bar is too much. Still, a piston compressor will always compress the air up to nominal pressure and then most of the energy will be lost on the regulator. So I decided to reduce nominal pressure by adjusting the pressure switch.
WARNING! What is described below can be very dangerous if you don’t follow the instructions. Read carefully and proceed at your own risk!
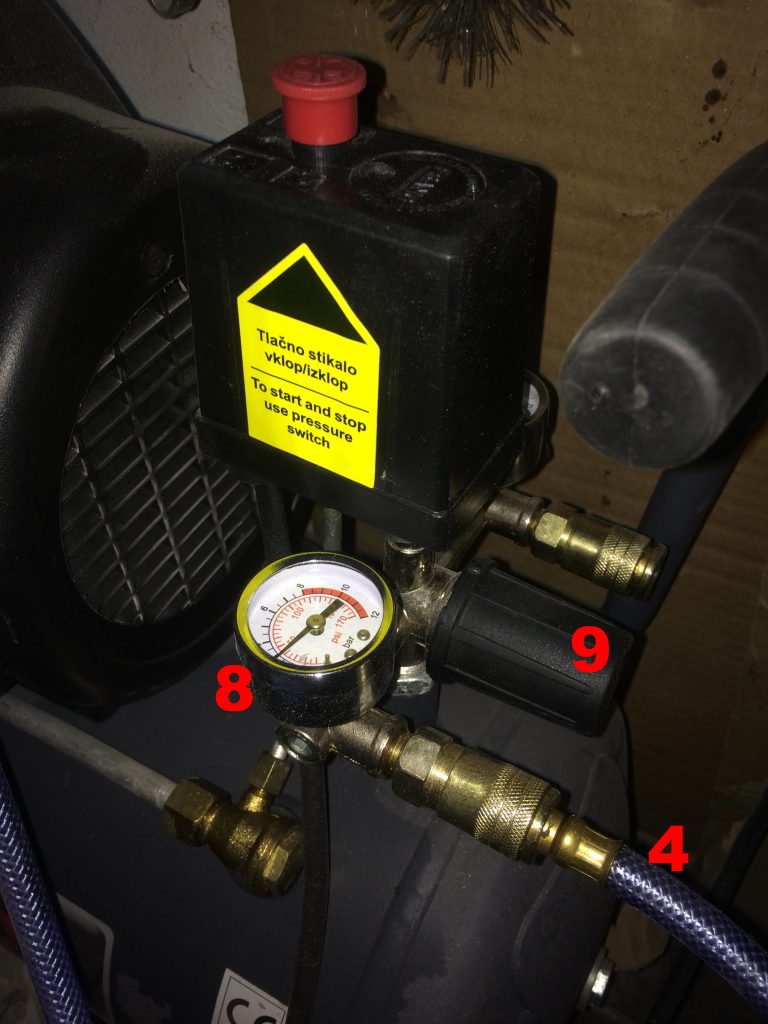
The Pressure Switch
Before doing anything please keep in mind that compressed-air, when misused, is effectively a bomb. Take it very seriously, monitor the pressure and be always ready to cut the power.

This is a switch that engages compressor motor when pressure inside pressure vessel falls below a factory-preset value. It can be changed, though. If you open the box there is a screw that compresses a torsion spring. If you unscrew it so that tension on the spring is released it will disengage the motor at a lower pressure.
WARNING! In the pressure switch box high-voltage terminals are exposed. Unplug the compressor before touching anything!

WARNING! Keep an eye on compression after adjusting! If it goes beyond the nominal, turn it off immediately!
By releasing the spring in pressure switch it will keep the pressure between 3 and 4 bar. The regulator will even out the hysteresis. Here are a few estimates on temperatures and power consumption.
Power And Temperature (A Quick Check)
According to $w = \frac{n}{n-1}p_1 v_1 ( ( \frac{p_2}{p_1} )^{\frac{n-1}{n}} – 1 )$, specific power for compression to 6 bar would be 187 kJ per kilogram of compressed air. Reducing this pressure to 4 bar yields 136 kJ/kg and reducing to 3 bar gives 103 kJ/kg. We just cut down our electricity costs between 30% and 45%. Also, the highest temperature went from $T_2 = T_2 (\frac{p_2}{p_1})^\frac{n-1}{n}$ = 187 °C at 6 bar to 136 °C at 4 and 128 °C at 3 bar.
Here I assume an ambient temperature of 25 °C and n, polytropic coefficient of 1.4. In reality it could be anywhere between 1.2 and 1.45. The numbers change accordingly but trend remains the same.
That’s good news. The compressor will work at lower power, which means longer lifespan, and lower temperatures, which also mean longer lifespan. I estimate that if original compressor is dimensioned for 5000 working hours, due to reduced power and temperature it should have no problems with 10 000 hours or more.
Air Preparation
The compressor will take moist ambient air, and compress it. Along the piping between compressor and machine that moisture will condense and eventually it will reach your workpiece, ruining it.
The ideal way would be to dry air before compressor intake but such dryers are huge and expensive. Since the only requirement for air assist is that it doesn’t contain water, we could as well simply separate droplets just before they enter the machine. A simple cyclone separator would do the trick.

Then, the separator would trick us all. Specifically, in hot summer days there would be so much moisture that this little transparent cup would fill up completely in less than 20 minutes, disabling the whole separation business.
Therefore, I bought a new separator. Almost the same – instead of that little manual water-release valve at the bottom there is a mechanism that releases it automatically after the cup fills up.
Controls
The laser cutter has an outlet at the back for connecting that puny little aquarium pump. There’s a relay that switches on just before the laser starts cutting. Connecting the whole compressor to that relay wouldn’t make sense. There would be too much delay before and after and the power of compressor would probably kill it anyway. It’s best to let compressor do its job of providing pressure separated from laser.
So I replaced a pump with a solenoid valve. It acts like a pump but doesn’t use a lot of power.
The Whole Setup
Behold below, a photo of the back of the laser cutter:
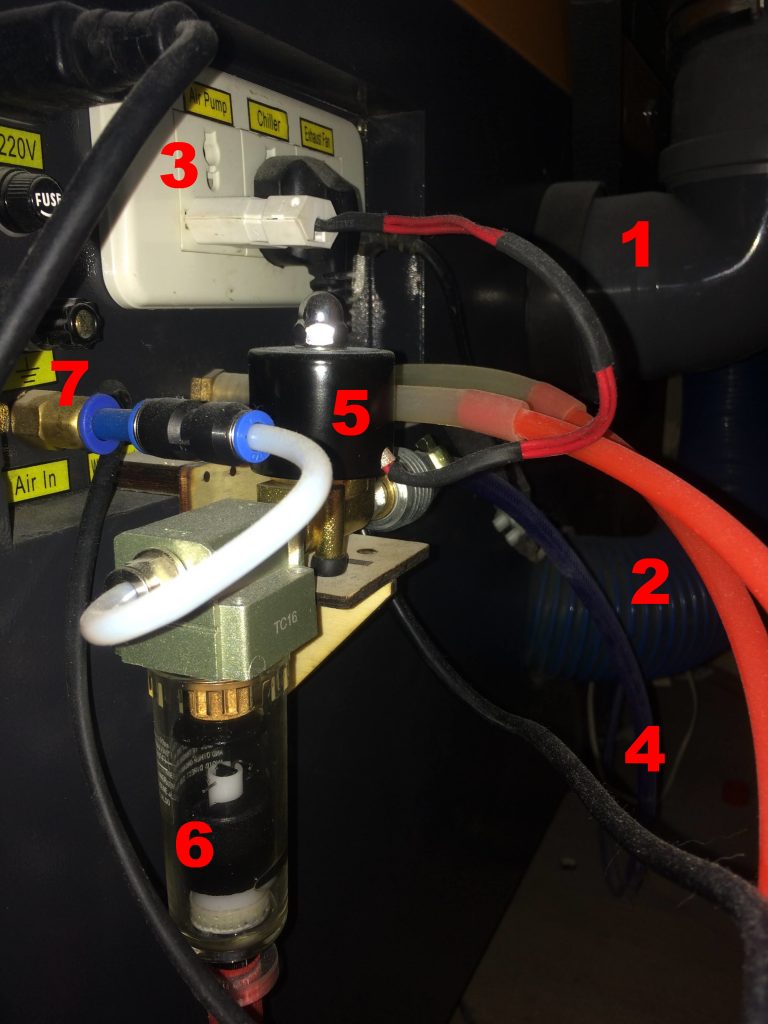
- Smoke extraction pipe: intake from outside
- Smoke extraction: outlet pipe (to outside)
- Power outlet for air assist: now connected to solenoid valve (5.)
- Compressed air supply
- Solenoid valve
- Air filter / cyclone separator; mind the black float and the red drain tube below
- Air assist: laser cutter intake
- Outlet air pressure manometer
- Pressure regulator knob
The above image in a few words: a machine thinks it is operating an air pump but is in fact opening and closing a valve. There is always enough compressed air available because there’s a compressor in the other room. Also the air is full of moisture but this is taken care of just before it’s too late.
Fine Tuning
Now there’s just one more thing to set. We don’t want laser cutting burn marks on our work but we also don’t want to spend a fortune on power bills. A pressure regulator needs to be adjusted.
It’s hard to say to what value exactly. It depends on piping length, nozzle shape, laser power, material, other settings, and so on. It’s best to start with a random value and then increasing or decreasing the pressure right during the cutting process.
Start cutting and turn the knob until you’ve found the lowest pressure that still produces clean cuts.
Voilá! Laser cutting burn marks are gone!
More Helpful Hints
Pressure Regulator Position
I realize that if piping between compressor and laser cutter is long enough, there can be a significant pressure drop between the two ends. A lot of energy could be saved if regulator was right at the laser cutter inlet (but before the separator).
Keep in mind, if you want to use the regulator from compressor, it won’t work. Those aren’t made for pressures below 1 bar and will either let too much air through or shut off completely. You’ll have to find something more sophisticated.
Fixing the Parts
Bear in mind that you’ll have to fix the parts more firmly than before. The high-velocity jet can exert a significant amount of force on your parts. If not the base material then any small parts you’ll cut out will fly away gladly. Or at least they will be displaced by the stream and ruined by the laser working in the surroundings.
Support tags could come in handy. Or nesting with a little more space between parts.
Air Assist Nozzle
Basic nozzles are just simple cones with linear profile. A more streamlined shape would, in theory, produce less turbulent flow with a more powerful jet, thus requiring less flow/pressure for the same effect.
I have found more sophisticated nozzles. Since the machine I dealt with works perfectly, there was no need for further optimization. Maybe in the future…
(Edit: I did investigate this a little bit further in this blog post)
Compressor Maintenance
Your compressor will probably be working overtime. Despite it will not be as thermally and mechanically stressed as designed, you should still take care of it.
Change the oil regularly and don’t forget to release condensate from pressure vessel on a weekly basis or even more often.
Also, before you clean the pressure vessel, check that it will not dissolve the paint. Of course, I didn’t do that. I cleaned the insides with a nitro solvent which dissolved everything inside, including paint. From that moment on the air from that compressor contained not only moisture but also disgusting grey goo which wouldn’t go away. Eventually we had to retire it and buy a whole new compressor.
Comparison of Laser Cutting Burn Marks
This is a dragonfly, downloaded from filecnc.com. Burn marks, which are basically everywhere, would usually be sanded away but look quite cool on organic shapes like this. So they were left intact.

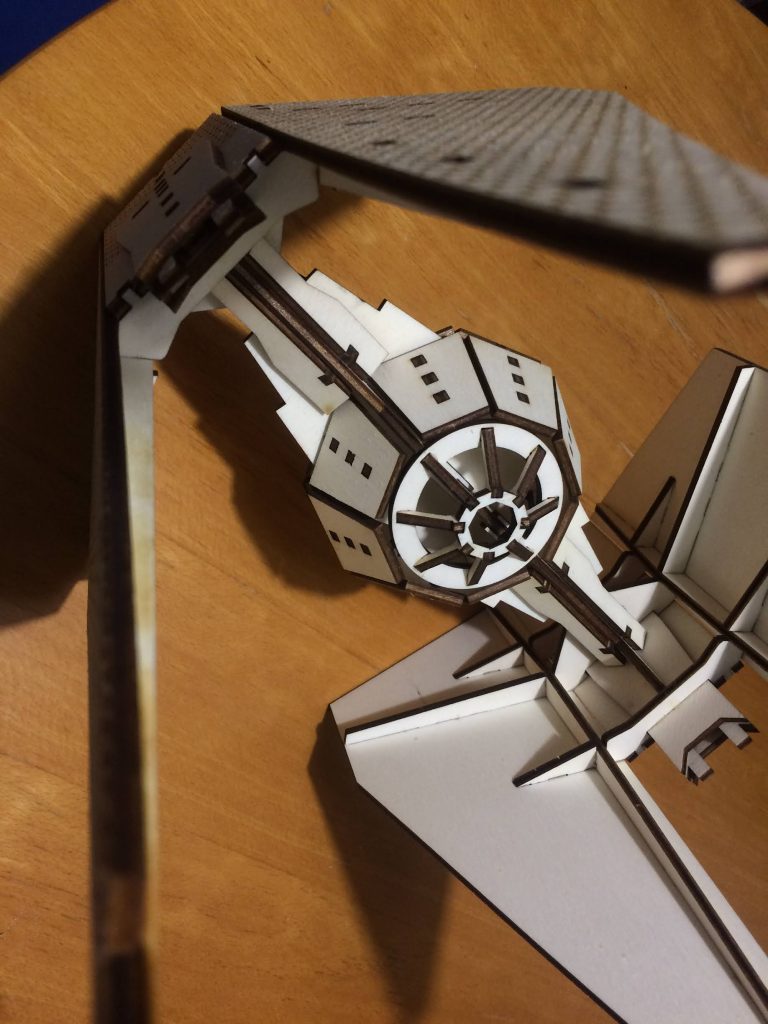
On the other hand, a Tie Fighter Interceptor from Thingyverse simply can’t take burn marks. Here’s what was cut with the new setup: no cleaning was done whatsoever.
Conclusion
Normally I would just wish you luck but here I must say it again:
Be as careful as possible!
You can easily get electrocuted or blown to bits.
And good luck!


